XIAMEN ACEY NEW ENERGY TECHNOLOGY CO., LTD.
![$this->product_detail['product_name']](/uploadfile/category/99773fe8081282b4baf3e9daad072524.jpg)
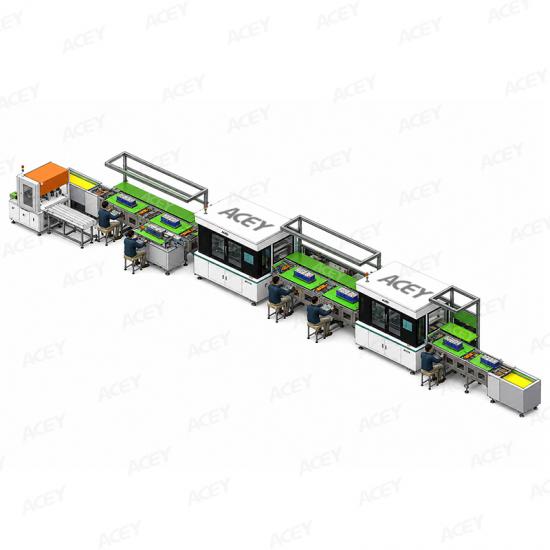
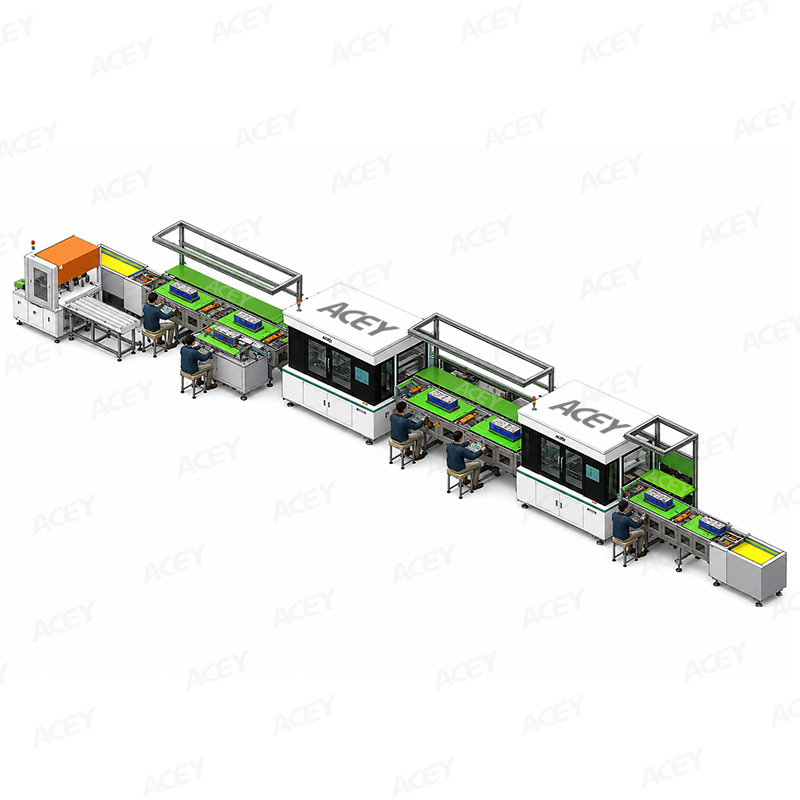

ACEY-PAL-ESS Automatic Battery PACK Assembly Line ist für kommerzielle und industrielle Energiespeicheranwendungen, Energiespeicher für Wohngebäude sowie Outdoor-Energiespeicheranwendungen konzipiert. Kompatibel mit 50–314Ah prismatischen Zellen umfasst die Linie automatisches Zellladen und Testen, Modulstapelung, Kompression und Klemmen, Polaritätserkennung, automatisches Modulschweißen und PACK-Entladung und ermöglicht eine effiziente, stabile und kontinuierliche Batterie-PACK-Produktion.
Marke:
ACEYArt.-Nr.:
ACEY-PAL-ESSBeachtung:
CE CertifiedGarantie:
One-year warranty with lifetime supportOrder (Moq) :
1Zahlung:
T/TProduktherkunft:
ChinaVorlaufzeit:
7-35 daysAutomatische Lithium-Ionen-Batteriepack-Montagelinie für Energiespeichersystem
Produktübersicht
ACEY-PAL-ESS Automatische prismatische Batteriepack-Montagelinie ist für die Produktion prismatischer Lithium-Batteriemodule mit 50–314Ah-Zellen ausgelegt. Die Linie kombiniert automatische Prüfung, CCD-Inspektion, Laserreinigung, Laserschweißen und Förderbandtransfer mit flexiblen manuellen Montagearbeitsplätzen.
Sie ist geeignet für 8S1P- und 8S2P-Batteriemodule und kann entsprechend Zellabmessungen, Modulstruktur, Sammelschienen-Design, Produktionskapazität und Fabriklayout angepasst werden.
Anwendungen
Diese prismatische Batteriepack-Montagelinie kann verwendet werden für:

Zell- und Packinformationen
| Bauplan Batterie Zellen Und Kompatibilität | ||||||
| Zelle | Modell | L (mm) | W (mm) | H (mm) | Gewicht (kg) | Anmerkung |
| Modell | 314Ah | 173.2 | 71.4 | 207.2 | 5.5 | ±0.2mm |
| Modell | 280Ah | 173.2 | 71.4 | 207.2 | 5.5 | ±0.2mm |
| Kompatibel | Kompatibel mit 50–314Ah prismatischen Batteriezellen | |||||
|
Kompatibel Größe von Batterie Pack |
Abmessungen (Länge x Breite x Höhe) mm | Gewicht Kompatibilität |
| 8S1P | Maximale kompatible Abmessung 1000X600 mm | ≤500kg |
| 8S2P |
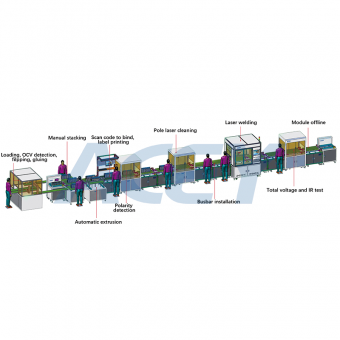
Produktionsprozess
Manuelles Zellbeladen →Automatische OCV- und Innenwiderstandsprüfung → Automatische Zellsortierung und NG-Ausschleusung → Manuelle Zellübertragung und Modulstapelung → Automatisches Modulpressen und manuelle Stahlband- oder PET-Klebebandinstallation → CCD-Polaritätserkennung → Terminaladressierung und Laserreinigung → NG-Entladung → Manuelle Sammelschieneninstallation → Automatisches Sammelschienen-Laserschweißen → Manuelle Nachschweißreinigung und Inspektion → Entladung fertiger Batteriemodule
Hinweis: Der gelbe Teil ist die automatische Arbeitsstation, der Rest ist die manuelle Arbeitsstation
Arbeitsplatzplanung

| Detaillierte Erklärung der Prozessschritte | |
| 1 | Manuell platzieren die Batterie Zellen in die Zuführung Port |
| 2 | Sortierung OCV Test/NG |
| 3 | Die Batterie Zelle fließt die entsprechenden Parameter in einen Kanal |
| 4 | Manuell platzieren die Batterie Zellen auf die Logistik Linie für Stapeln und Gruppierung |
| 5 | Batterie Modul Extrusion Hülse Stahl Streifen |
| 6 | Polarität Erkennungund LaserreinigungArbeitsstation |
| 7 | NG-Transferstation |
| Manuelle Installation von Sammelschiene | |
| 8 | Automatisches Laserschweißen |
| 9 | Manuelle Nachschweißreinigung |
| 10 | PACK offline |
Produktionslinienspezifikationen
| Zelltyp | prismatische Lithium-Batteriezelle |
| Zellkapazitätsbereich | 50–314Ah |
| Referenz-Zellmodelle | 280Ah / 314Ah |
| Referenz-Zellabmessungen | 173.2 × 71.4 × 207.2 mm |
| Referenz-Zellgewicht | ungefähr 5,5 kg |
| Modulkonfiguration | 8S1P / 8S2P |
| maximale Packabmessungen | 1000 × 600 mm |
| maximales Packgewicht | ≤500 kg |
| Produktionskapazität | 6–8 PPM |
| Erstausbeute | ≥98% |
| Endausbeute nach Nacharbeit | ≥99.5% |
| Einzelmaschinen-Fehlerrate | ≤2% |
| Einzelmaschinen-Auslastungsrate | ≥98% |
| Produktionsumrüstzeit | ≤4 hours |
| Stromversorgung | Dreiphasig fünfadrig, 380 V ±10 %, 50 Hz |
| Gesamtleitungsleistung | Ungefähr 50 kW |
| Druckluft | 0.5–0.8 MPa |
| Bodenbelastbarkeit | ≥650 kg/m² |
| Betriebstemperatur | 15–35 °C |
| Relative Luftfeuchtigkeit | 40–85 % RH |
| Referenz-Aufstellfläche | Ungefähr 18,800 × 3,570 mm |
| Referenz-Gerätehöhe | Ungefähr 2,560 mm |
Hauptausrüstung
1. OCV-Sortierarbeitsstation
Batteriezellen werden manuell auf das Zuführband gelegt und automatisch zur Prüfposition transportiert. Das System führt OCV- und Innenwiderstandsprüfungen durch, bevor die Zellen in die entsprechenden Kanäle sortiert werden.
Zellen, die den Test nicht bestehen, werden automatisch in den NG-Pufferbereich übertragen. Ein Alarm wird ausgelöst, wenn der Puffer voll ist.
Hauptfunktionen umfassen:

2. Stapeln und Pressen Arbeitsstation
Nachdem die Zellen manuell auf der Werkzeugpalette gestapelt wurden, wird das Modul in die Pressstation transportiert.
Der elektrische Zylinder übt kontrollierten Druck auf das Batteriemodul aus. Sowohl der Pressdruck als auch der Hub können entsprechend der Modulstruktur eingestellt werden.
Hauptfunktionen umfassen:

3. Polaritätserkennung und Laserreinigungs-Arbeitsstation
Das Modul wird durch das Fördersystem in die Arbeitsstation transportiert. Sensoren erkennen und positionieren die ankommende Palette, bevor der Prüfprozess beginnt.
Ein Barcode-Scanner identifiziert das Modul, während das Drei-Achsen-Gantry die CCD-Kamera und den Laser-Reinigungskopf über jede Zellanschlussstelle bewegt.
Hauptfunktionen umfassen:

4. Automatische Laser-Schweißarbeitsstation
Die Modulpalette wird automatisch innerhalb der Laserschweißstation positioniert. Der Barcode-Scanner liest die Modulinformationen, und das Gantry-System bewegt die Kamera und das Schweiß-Galvanometer zu jeder Schweißposition.
Das Abstandsmesssystem passt automatisch den Arbeitsabstand an, während das Bildverarbeitungssystem Referenzpunkte vor dem Schweißen erkennt.
Hauptfunktionen umfassen:

Modulares Linien-Werkzeugtablett
Das Werkzeugtablett transportiert und positioniert das Batteriemodul durch die gesamte Produktionslinie.
Das Tablett kann je nach Zellgröße, Modulaufbau und Stromschienenabmessungen angepasst werden.
1) Das Tablett misst 1200mm x 600mm und ist kompatibel mit 280-320AH (2P8S);
2) Es verwendet 20mm Bakelit-Isolierung, die Langlebigkeit gewährleistet und das Ausreißen von Schrauben beim Austausch der Vorrichtung verhindert;
3) Die Stromschienen-Befestigungsplatte ist aus Glasfaserplatte gefertigt und auf die Stromschienenabmessungen zugeschnitten, wodurch die Stromschiene während der Bewegung auf der Produktionslinie stationär bleibt. Dies ermöglicht vollautomatisches Laserschweißen ohne Bedieneraufsicht.

1. Jeder Arbeitsplatz ist mit einem elektronischen ESOP-Touchscreen ausgestattet, der A3- und A4-Papier unterstützt (Querformat, einstellbar).
2. Jeder Arbeitsplatz ist mit LED-Beleuchtung und einem unabhängigen Schalter ausgestattet.
3. Die gesamte Förderlinie ist mit einem einzigen elektrischen Schaltschrank ausgestattet, der von einer SPS gesteuert wird und über einen Touchscreen verfügt, der die manuelle Auswahl jedes Arbeitsplatzes ermöglicht.
4. Die Förderlinienstruktur ist ein vertikales Umlaufsystem mit zwei Antriebseinheiten auf jeder Ebene, alle mit Frequenzumrichtern ausgestattet und über den Touchscreen in der Geschwindigkeit einstellbar.

Anforderungen an die Fabrikinstallation
| Nr. | Positionen | Parameter |
| 1 | Leistung Versorgung | Drei Phase Fünf Leiter 380V ± 10%, 50Hz gesamt Leistung der der gesamten Linie ist etwa 50Kw |
| 2 | Gas Quelle | komprimiert Luft: 0.5-0.8Mpa (Alle 10 Meter am der Luft Quelle Schnittstelle) |
| 4 | Boden Tragfähigkeit Kapazität | ≥650kg/㎡; |
| 5 | Umgebungs | Temperatur 15-35 ℃, Relativ Luftfeuchtigkeit 40% -85% R.H |
| 6 | Andere |
Dort Ist Kein Starke Vibration Quelle, Kein Starke Staub, Und Kein korrosiv Oder Explosiv Gase In Der Umliegenden Umgebung. |
*Welche Batteriezellen kann diese Montagelinie verarbeiten?
Die Standard-Produktionslinie ist kompatibel mit prismatischen Batteriezellen von 50–314Ah. Die Referenzkonfiguration ist auf 280Ah- und 314Ah-Zellen ausgelegt.
*Ist diese eine vollautomatische Batteriepack-Montagelinie?
Diese Konfiguration kombiniert automatische und manuelle Arbeitsstationen. OCV-Prüfung, Zellsortierung, CCD-Inspektion, Laserreinigung, NG-Ausschleusung, Förderbandtransfer und Laserschweißen sind automatisiert. Zellenbeladung, Stapeln, Busbar-Installation und Endentladung erfolgen manuell.
Der Automatisierungsgrad kann entsprechend den Produktionsanforderungen aufgerüstet werden.
*Welche Batteriemodul-Konfigurationen werden unterstützt?
Die Referenzlinie unterstützt 8S1P- und 8S2P-Module. Andere Modulkonfigurationen können durch Anpassung der Werkzeugtrays, Vorrichtungen und Steuerprogramme entwickelt werden.
*Wie wird die Schweißgenauigkeit kontrolliert?
Die Laserschweiß-Workstation verwendet visuelle Positionierung, Barcode-Identifikation, automatische Abstandsmessung und programmierbare Portalbewegung, um jede Schweißposition vor dem Schweißen zu lokalisieren.
*Kann die Linie für verschiedene Busbars angepasst werden?
Ja. Die Busbar-Positionierungsplatte, der Schweißpfad, die Laserparameter und die Vorrichtungen können entsprechend den Busbar-Abmessungen, dem Material und dem Moduldesign angepasst werden.
*Welche Informationen werden für eine kundenspezifische Lösung benötigt?
Bitte geben Sie die Zellabmessungen, die Zellkapazität, die Modulkonfiguration, die Busbar-Zeichnung, die erforderliche Produktionskapazität, das Fabriklayout und den bevorzugten Automatisierungsgrad an.
 Maschinen zur Herstellung von Lithium-Ionen-Batterien zylindrische Batteriepack-Linie
Maschinen zur Herstellung von Lithium-Ionen-Batterien zylindrische Batteriepack-Linie
Acey Neue Energie kann die gesamte zylindrische Batteriepackung bieten, um Ausrüstungen für die Forschung und Herstellung von Batterielabors zusammenzustellen
 automatische Lithium-Ionen-Batterie-Isolierpapier-Klebemaschine Für zylindrische Zelle
automatische Lithium-Ionen-Batterie-Isolierpapier-Klebemaschine Für zylindrische Zelle
ACEY-BS01 ist ein automatisches Gerät zum Einkleben von Gerstenpapier auf zylindrische Batterien.
 automatische 5-Kanal-Zylinderbatteriesortiermaschine Für 18650 Akkupackleitung
automatische 5-Kanal-Zylinderbatteriesortiermaschine Für 18650 Akkupackleitung
ACEY-AS5S kann die Batterien automatisch nach den angegebenen Anforderungen sortieren und hat die Eigenschaften einer schnellen und genauen Sortierung
 6 Kanal 18650 26650 32650 Batteriesortiermaschine Für zylindrische Zelle
6 Kanal 18650 26650 32650 Batteriesortiermaschine Für zylindrische Zelle
18650 / 26650 / 32650 / 21700 li-ion Batterietest & Sortiermaschine.
 11-Kanal-Batteriesortiermaschine Für Batterie-Innenwiderstand und VoltageTesting
11-Kanal-Batteriesortiermaschine Für Batterie-Innenwiderstand und VoltageTesting
This 18650 Die automatische Sortiermaschine für Batterien wird für die Montage von zylindrischen Batteriepacks verwendet
 Multifunktion2 in 1 Isolierpapieraufkleber Und Sortiermaschinen Für Batteriepack-Baugruppe
Multifunktion2 in 1 Isolierpapieraufkleber Und Sortiermaschinen Für Batteriepack-Baugruppe
Der zylindrische 18650 Die automatische Aufklebersortiermaschine für Batterien ist ein Testsortiergerät zur Überprüfung des Innenwiderstands und der Spannung der zylindrischen Batterie nach der Oberflächenmatte und wird mit einer hochpräzisen geliefertInnenwiderstand und Spannung automatisches Prüfsystem
 einseitiger vollautomatischer elektrischer Punktschweißer Für zylindrisches Batteriepackschweißen
einseitiger vollautomatischer elektrischer Punktschweißer Für zylindrisches Batteriepackschweißen
ACEY-S200B ist für das Punktschweißen und die Montage von Akkus im Werk für 14500 geeignet / 18650 / 21700 / 26650 / 32700 multiparallelMultiserienKombination
 automatische einseitige Drehung 18650 Punktschweißgerät für Lithiumbatterien
automatische einseitige Drehung 18650 Punktschweißgerät für Lithiumbatterien
ACEY-S200C Mit Schweißkopfdrehfunktion, geeignet für das Punktschweißen und die Montage im Akkupack im Werk für 14500 / 18650 / 21700 / 26650 / 32700 multiparallelMultiserienKombination
703, 7F, Zhonghengji Building, No.223, Qishan North Road, Huli District, Xiamen, Fujian, China
Email : allen@xmacey.com
Tel : +8618950009155
Whatsapp : +8618950009155